Предотвращение отказов ковочных штампов

Ковочные штампы работают в одних из самых тяжёлых условий промышленного производства. На инструмент одновременно воздействуют высокая температура, давление, ударные или прессовые нагрузки, трение, окалина, смазка и постоянные циклы нагрева и охлаждения. Поэтому отказ штампа — не редкая случайность, а один из ключевых рисков горячей штамповки.
Для предприятия это не только техническая проблема. Преждевременный выход штампа из строя приводит к остановке пресса или молота, нарушению производственного графика, дополнительным затратам на ремонт, переналадку, изготовление новой оснастки и контроль качества деталей. В отдельных случаях отказ инструмента может создать риски для оборудования и персонала.
Предотвращение отказов ковочных штампов требует системного подхода. Недостаточно просто заменить материал или усилить отдельную зону. Важно понимать причины разрушения, анализировать условия работы оснастки, контролировать режимы ковки, учитывать состояние оборудования и заранее закладывать профилактические меры.
Компания ДЕЛО-ПРО поставляет кузнечно-прессовое оборудование, производственные линии, штамповочное оборудование, оборудование для свободной ковки и вспомогательные решения для кузнечных участков. При подборе оборудования важно учитывать не только усилие пресса или производительность линии, но и то, как выбранное решение будет влиять на ресурс штампов, стабильность процесса и затраты на обслуживание.
Почему ковочные штампы выходят из строя
Ковочный штамп работает в режиме постоянных термомеханических нагрузок. Во время горячей штамповки разогретая заготовка контактирует с рабочей поверхностью штампа, металл течёт по ручью, возникают высокие контактные напряжения, а затем инструмент частично охлаждается. Такой цикл повторяется сотни, тысячи и десятки тысяч раз.
Основные причины отказов штампов:
-
превышение допустимых напряжений;
-
усталостные трещины;
-
термическая усталость;
-
износ рабочей поверхности;
-
пластическая деформация;
-
неправильная геометрия ручья;
-
недостаточная поддержка слабых зон;
-
ошибки при термообработке;
-
нарушение смазки;
-
перегрев или недогрев заготовки;
-
перекос при установке;
-
несоответствие оборудования технологической задаче.
На практике чаще всего отказ возникает не из-за одной причины, а из-за сочетания факторов. Например, износ поверхности может усиливаться из-за неправильной смазки, а усталостная трещина — из-за локальной концентрации напряжений в углу ручья штампа.
Основные виды отказов ковочных штампов
Чтобы предотвратить повторный отказ, сначала нужно правильно определить его тип. Разные повреждения требуют разных решений: где-то поможет изменение геометрии, где-то — другой материал, а где-то нужно корректировать сам процесс ковки.
| Вид отказа | Как проявляется | Возможные причины | Что можно сделать |
|---|---|---|---|
| Катастрофическое разрушение | Штамп резко трескается или разрушается | Превышение прочности материала, резкая концентрация напряжений, дефекты заготовки штампа | Анализ напряжений, изменение конструкции, выбор другого материала |
| Усталостные трещины | Постепенное появление трещин после циклов работы | Повторяющиеся нагрузки, острые переходы, неправильная геометрия | Увеличение радиусов, переработка ручья, контроль термообработки |
| Пластическая деформация | Рабочая поверхность теряет форму | Чрезмерные нагрузки, перегрев, недостаточная твёрдость | Корректировка материала, термообработки и режима деформации |
| Износ поверхности | Ручей постепенно теряет геометрию | Трение, окалина, недостаточная смазка, тяжёлый режим работы | Улучшение смазки, наплавка, изменение материала, контроль температуры |
| Выкрашивание | Локальные сколы и повреждения | Ударные нагрузки, дефекты материала, неправильная подготовка поверхности | Проверка материала, снижение пиковых нагрузок, изменение конструкции |
| Термическая усталость | Сетка мелких трещин на рабочей поверхности | Частые циклы нагрева и охлаждения | Контроль температуры, правильное охлаждение, выбор стойких материалов |
Такая диагностика помогает не лечить следствие вместо причины. Если штамп треснул из-за концентрации напряжений, простая наплавка может временно восстановить поверхность, но не решит проблему. Через некоторое время отказ повторится.
Почему важно искать корневую причину
Одна из типичных ошибок на производстве — воспринимать отказ штампа как обычный износ и быстро запускать ремонт. Такой подход понятен: оборудование простаивает, производство ждёт, нужно быстрее вернуть инструмент в работу. Но если не разобраться в причине, предприятие рискует получить тот же отказ снова.
Анализ корневой причины отвечает на вопросы:
-
где именно началось разрушение;
-
на каком этапе процесса возникает критическая нагрузка;
-
связано ли повреждение с конструкцией штампа;
-
влияет ли режим нагрева заготовки;
-
достаточно ли смазки;
-
нет ли перекоса при установке;
-
соответствует ли оборудование задаче;
-
правильно ли подобран материал;
-
нет ли ошибок в термообработке;
-
как изменить процесс, чтобы отказ не повторялся.
Иногда небольшое изменение конструкции даёт больший эффект, чем полная замена материала. Например, увеличение радиуса в опасной зоне, изменение формы вставки или усиление опорной части может существенно снизить локальные напряжения и продлить срок службы штампа.
Как геометрия штампа влияет на ресурс
Геометрия штампа определяет, как металл течёт во время деформации и где возникают максимальные напряжения. Острые углы, резкие переходы, тонкие перемычки и недостаточно поддержанные участки могут стать зонами концентрации нагрузок.
Даже если материал штампа выбран правильно, неудачная геометрия способна резко снизить ресурс инструмента.
На ресурс влияют:
-
радиусы переходов;
-
глубина и форма ручья;
-
толщина стенок;
-
расположение вставок;
-
наличие опорных элементов;
-
распределение нагрузки по рабочей поверхности;
-
условия выхода облоя;
-
возможность равномерного заполнения полости.
При проектировании штампа важно учитывать не только форму готовой поковки, но и реальное поведение металла в процессе. Если металл заполняет ручей неравномерно, возникают локальные перегрузки, которые ускоряют износ и повышают риск трещин.
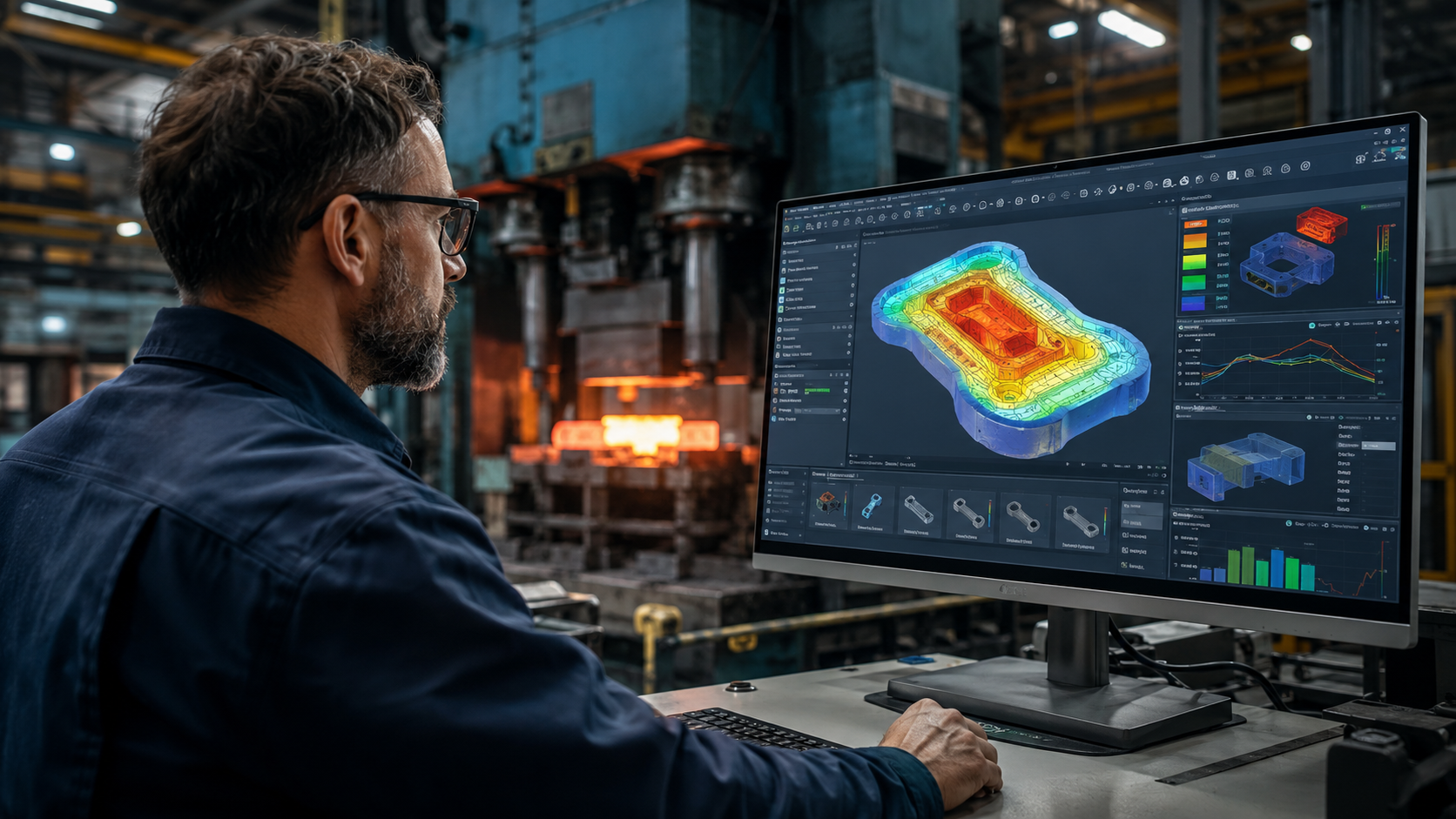
Моделирование как инструмент предотвращения отказов
Современное моделирование позволяет заранее оценить, где в штампе могут возникнуть повышенные напряжения, перегрев, неравномерное течение металла или повышенный износ. Это особенно важно при работе с дорогой оснасткой, крупными деталями и серийным производством.
Моделирование помогает:
-
выявить опасные зоны до изготовления штампа;
-
оценить напряжения в процессе деформации;
-
проверить заполнение ручья;
-
спрогнозировать износ;
-
сравнить разные варианты геометрии;
-
оценить влияние температуры и смазки;
-
снизить риск преждевременного отказа.
Важно, что максимальная опасность не всегда возникает в момент пикового усилия. Иногда критические напряжения появляются в середине процесса, когда металл уже частично заполнил форму и нагрузка перераспределяется. Без анализа это сложно заметить заранее.
Практические примеры увеличения ресурса штампов
Практика показывает, что грамотный инженерный анализ может увеличить ресурс штампа в разы.
В одном случае штамп для формовки болтов разрушался преждевременно после 2000–3000 циклов. Анализ показал, что причина заключалась в высоких напряжениях в углах формообразующей поверхности. После изменения геометрии ресурс штампа увеличился более чем до 40 000 циклов.
В другом случае штамп для высокопрочного болта выходил из строя из-за повышенных напряжений в зоне вставки. После переработки конструкции и внедрения вставки нового дизайна ресурс увеличился с 40 000 до более чем 1,4 миллиона циклов.
Эти примеры хорошо показывают важный принцип: иногда главный резерв находится не в более дорогом материале, а в правильной конструкции, распределении нагрузки и устранении локальной причины отказа.
Износ штампа: медленная, но дорогая проблема
Не все отказы происходят резко. Часто штамп не ломается сразу, а постепенно теряет рабочую геометрию. Такой износ может быть менее заметен, но для производства он не менее опасен.
Постепенный износ приводит к тому, что:
-
ухудшается геометрия поковки;
-
увеличивается объём облоя;
-
растёт потребность в последующей механической обработке;
-
появляются отклонения между партиями;
-
повышается риск брака;
-
увеличивается нагрузка на оборудование;
-
чаще требуется ремонт или замена оснастки.
Особенно серьёзно износ влияет на серийное производство. Если штамп изнашивается быстрее ожидаемого, предприятие получает не только дополнительные затраты на инструмент, но и нестабильность производственного графика.
Как снизить износ рабочей поверхности
Борьба с износом штампа должна начинаться с анализа условий работы. Нельзя универсально сказать, что проблему решит только другой материал, только смазка или только наплавка. Обычно требуется комбинация мер.
Основные способы снижения износа:
-
правильный выбор материала штампа;
-
качественная термообработка;
-
корректная геометрия ручья;
-
снижение локальных перегрузок;
-
контроль температуры заготовки;
-
правильный выбор и нанесение смазки;
-
удаление окалины;
-
контроль центрирования заготовки;
-
своевременная профилактика;
-
восстановление рабочих зон наплавкой;
-
применение более стойких материалов в нагруженных участках.
Если износ повторяется в одной и той же зоне, это сигнал для анализа. Возможно, металл течёт неравномерно, заготовка устанавливается с отклонением, смазка распределяется неправильно или конструкция ручья создаёт повышенную нагрузку на участок.
Роль оборудования в ресурсе штампов
Ресурс штампов зависит не только от оснастки. На него напрямую влияет кузнечно-прессовое оборудование, на котором выполняется операция.
На срок службы штампов влияют:
-
тип оборудования: пресс, молот, винтовой пресс, гидравлический пресс;
-
характер нагрузки: ударная или плавная;
-
точность направляющих;
-
стабильность хода;
-
возможность управления усилием и скоростью;
-
жёсткость конструкции;
-
точность установки штампа;
-
наличие автоматизации;
-
работа манипуляторов и средств подачи;
-
состояние оборудования и качество обслуживания.
Например, изношенное оборудование с люфтами и перекосами может ускорять разрушение штампа даже при правильно выбранном материале. А современный пресс с управляемыми параметрами деформации может снизить пиковые нагрузки и сделать процесс более стабильным.
Поэтому при модернизации кузнечного участка важно рассматривать штамп, оборудование, нагрев, смазку, манипулятор и технологию как единую систему.
Что предприятие может сделать для профилактики отказов
Профилактика отказов штампов должна быть частью регулярной работы кузнечного участка. Это не разовая мера после аварии, а система контроля и улучшения.
Практические меры:
-
вести статистику ресурса штампов по каждой позиции;
-
фиксировать причины ремонтов и замен;
-
фотографировать характерные повреждения;
-
анализировать повторяющиеся дефекты;
-
проверять качество смазки и её нанесения;
-
контролировать температуру заготовки;
-
следить за состоянием направляющих и узлов оборудования;
-
проверять центрирование заготовки;
-
проводить плановые осмотры оснастки;
-
анализировать экономику ремонта и замены;
-
применять моделирование для сложных и дорогих штампов;
-
корректировать конструкцию при повторяющихся отказах.
Даже простая система учёта может дать заметный эффект. Если предприятие видит, какой штамп работает 5000 циклов, какой 40 000, а какой выходит из строя преждевременно, появляется основа для технических решений.
Экономика предотвращения отказов
Предотвращение отказов штампов — это не только технический вопрос, но и экономический. Стоимость преждевременного отказа включает не только цену самого штампа.
В расчёт нужно включать:
-
стоимость изготовления новой оснастки;
-
стоимость ремонта или наплавки;
-
простой пресса или молота;
-
работу персонала;
-
переналадку;
-
потери по графику производства;
-
возможный брак деталей;
-
дополнительный контроль качества;
-
риски повреждения оборудования.
Поэтому даже относительно небольшое увеличение ресурса может быть выгодным. Если предприятие снижает количество внеплановых остановок, повышается загрузка оборудования и предсказуемость производства.
В отдельных случаях устранение причины отказа позволяет сэкономить десятки тысяч долларов, а переработка конструкции штампа способна увеличить ресурс в десятки раз. Главное — не ограничиваться быстрым ремонтом, а находить техническую причину проблемы.
Когда нужно пересматривать конструкцию штампа
Не каждый отказ требует полной переработки конструкции. Но есть признаки, при которых нужно остановиться и провести инженерный анализ.
Конструкцию стоит пересмотреть, если:
-
штамп регулярно трескается в одном и том же месте;
-
ресурс сильно ниже ожидаемого;
-
износ появляется локально и повторяется;
-
ремонт даёт только кратковременный эффект;
-
новая партия штампов выходит из строя так же, как предыдущая;
-
наблюдаются проблемы с заполнением ручья;
-
появляются дефекты поковки, связанные с течением металла;
-
увеличивается расход материала из-за облоя;
-
инструмент не выдерживает серийного графика.
В таких случаях простая замена штампа может стать дорогим повторением той же ошибки. Лучше проанализировать геометрию, нагрузку, материал, режимы ковки и состояние оборудования.
Связь с модернизацией кузнечного участка
Если предприятие часто сталкивается с отказами штампов, проблема может быть не только в оснастке. Иногда причина связана с устаревшим оборудованием, нестабильной работой молота или пресса, отсутствием автоматизации, неправильной подачей заготовки или неудобной организацией участка.
Модернизация может включать:
-
замену или обновление пресса;
-
модернизацию молота;
-
установку ковочного манипулятора;
-
внедрение автоматической подачи;
-
улучшение нагрева;
-
подбор вспомогательного оборудования;
-
изменение схемы работы участка;
-
улучшение условий пусконаладки и обслуживания.
При комплексном подходе предприятие получает не просто новый пресс или штамп, а более стабильный технологический процесс. Это помогает снизить износ оснастки, уменьшить брак и повысить ресурс оборудования.
Как ДЕЛО-ПРО может помочь
ДЕЛО-ПРО помогает промышленным предприятиям подбирать кузнечно-прессовое оборудование под конкретные производственные задачи. Это особенно важно, если предприятие хочет снизить простои, повысить стабильность горячей штамповки или модернизировать участок.
В зависимости от задачи возможна помощь по следующим направлениям:
-
подбор штамповочного оборудования;
-
подбор оборудования для свободной ковки;
-
поставка ковочных манипуляторов;
-
подбор производственной линии;
-
поставка вспомогательного ковочного оборудования;
-
модернизация ковочных и штамповочных молотов;
-
согласование технических параметров с производителем;
-
подготовка требований к фундаменту;
-
организация поставки;
-
шеф-монтаж и пусконаладочные работы;
-
обучение персонала;
-
поставка запасных частей.
Если предприятию нужно оценить возможность производства конкретной детали, можно организовать техническое обсуждение, видеоконференцию с производителем или демонстрацию оборудования в работе. Такой подход помогает заранее учесть требования к оборудованию, оснастке, процессу и обслуживанию.
FAQ
Почему ковочные штампы преждевременно выходят из строя?
Основные причины — высокие механические и температурные нагрузки, усталостные трещины, износ, неправильная геометрия, ошибки в смазке, перегрев или недогрев заготовки, перекосы и несоответствие оборудования технологической задаче.
Можно ли полностью исключить отказы штампов?
Полностью исключить отказы невозможно, но их можно сделать более предсказуемыми. Для этого нужно вести статистику, анализировать причины повреждений, контролировать режимы ковки, корректировать конструкцию штампов и следить за состоянием оборудования.
Что важнее для ресурса штампа: материал или конструкция?
Важны оба фактора. Но во многих случаях преждевременный отказ связан не только с материалом, а с концентрацией напряжений, неудачной геометрией, неправильным распределением нагрузки или ошибками процесса.
Как моделирование помогает продлить срок службы штампа?
Моделирование позволяет заранее увидеть зоны повышенных напряжений, износа, перегрева или неравномерного течения металла. Это помогает изменить конструкцию штампа до производства и снизить риск преждевременного отказа.
Как оборудование влияет на срок службы штампов?
Изношенный пресс или молот, перекосы, нестабильный ход, неправильная установка штампа и отсутствие контроля процесса могут ускорять износ оснастки. Современное оборудование с управляемыми параметрами помогает сделать процесс более стабильным.
Когда стоит рассматривать модернизацию кузнечного участка?
Модернизацию стоит рассмотреть, если штампы часто выходят из строя, растёт процент брака, оборудование работает нестабильно, не хватает производительности, требуется автоматизация или предприятие планирует выпуск новых деталей.
Заключение
Отказы ковочных штампов не должны восприниматься как неизбежные и непредсказуемые потери. Во многих случаях их можно предупредить за счёт анализа причин, корректировки геометрии, правильного выбора материала, контроля режима ковки и улучшения состояния оборудования.
Для кузнечного предприятия ресурс штампов — это не отдельный показатель, а часть общей эффективности производства. Он связан с качеством оборудования, стабильностью процесса, смазкой, нагревом, квалификацией персонала и организацией обслуживания.
Если предприятие планирует снизить простои, увеличить ресурс оснастки или модернизировать кузнечно-прессовый участок, ДЕЛО-ПРО поможет подобрать оборудование, согласовать технические параметры, организовать поставку, пусконаладку, обучение персонала и дальнейшее сервисное сопровождение.