Винтовые прессы в ковке: устройство, принцип работы и применение в производстве
Винтовые прессы применяются в ковке и горячей штамповке там, где важны точная дозировка энергии, повторяемость удара и возможность получать качественные поковки сложной формы. По принципу работы такое оборудование занимает промежуточное положение между ковочными молотами, механическими и гидравлическими прессами.
Как и ковочный молот, винтовой пресс относится к оборудованию с ограниченным запасом энергии: энергия заранее накапливается во вращающихся элементах, а затем расходуется на деформацию заготовки. Но в отличие от молота, винтовой пресс передаёт нагрузку через винтовой механизм и ползун. За счёт этого процесс становится более управляемым, а нагрузка на штамп — более предсказуемой.
Такие прессы применяются для обработки стали, алюминиевых, титановых, медных сплавов, латуни и специальных материалов. Они востребованы в машиностроении, аэрокосмической отрасли, медицинской промышленности, инструментальном производстве и других сферах, где требуется точная горячая штамповка.
Компания ДЕЛО-ПРО поставляет кузнечно-прессовое оборудование, включая штамповочные прессы, винтовые прессы, молоты, гидравлические прессы, ковочные манипуляторы и производственные линии. При выборе винтового пресса важно учитывать не только номинальное усилие, но и энергию удара, тип привода, размеры рабочего пространства, материал заготовки, серийность, оснастку, фундамент, пусконаладку и дальнейшее обслуживание.
Что такое винтовой пресс
Винтовой пресс — это кузнечно-прессовое оборудование, в котором вращательное движение преобразуется в поступательное движение ползуна через винт и гайку. Маховик или приводной механизм накапливает энергию, затем вращение передаётся винту, ползун движется вниз и деформирует заготовку в штампе.
После того как запасённая энергия израсходована на деформацию металла, движение ползуна прекращается. Затем винт вращается в обратную сторону, и ползун возвращается в верхнее положение.
Ключевые элементы винтового пресса:
- станина или рама;
- винт;
- гайка винта;
- ползун;
- маховик или приводной узел;
- тормозная система;
- система управления;
- защита от перегрузки;
- штамповая оснастка.
Главная особенность такого оборудования — работа через накопленную энергию, но с более управляемым характером приложения нагрузки, чем у традиционного молота.

Конструкция винтового пресса
Винтовые прессы отличаются по конструкции и типу привода, но общий принцип остаётся одинаковым: вращение передаётся винту, винт перемещает ползун, а ползун через штамп воздействует на заготовку.
Существует несколько вариантов передачи энергии:
- фрикционный привод;
- прямой электрический привод;
- косвенный электрический привод;
- гидравлический привод;
- привод с муфтой сцепления.
В конструкции фрикционного винтового пресса вращение может передаваться через боковые диски и маховик. В более современных вариантах применяются электроприводы, которые позволяют точнее управлять энергией удара и повышать повторяемость процесса.
При выборе конструкции важно учитывать не только цену оборудования. Нужно смотреть на удобство обслуживания, доступность запасных частей, ресурс винта и гайки, требования к персоналу, энергоэффективность и возможность автоматизации.
Приводной винт
Приводной винт — один из самых нагруженных и ответственных элементов винтового пресса. Он воспринимает высокие нагрузки, передаёт движение ползуну и должен сохранять точность при повторяющихся циклах.
Винтовые прессы бывают разного размера: от сравнительно небольших машин до крупных прессов усилием в десятки тысяч тонн. Малые прессы могут работать с высокой частотой ударов, а крупные машины выполняют меньше ходов в минуту, но развивают значительно большую энергию.
На крупных прессах винт может иметь внушительные размеры и массу. Его изготовление требует качественного материала, точной обработки, правильной термообработки и аккуратной сборки. Ошибка в винте, гайке или опорах может привести к повышенному износу, люфтам, снижению точности и аварийным остановкам.
При эксплуатации важно контролировать:
- состояние резьбы;
- износ гайки;
- смазку;
- люфты;
- нагрев;
- состояние подшипников;
- работу тормозной системы;
- вибрации и посторонние шумы.
Если предприятие выбирает винтовой пресс, нужно заранее уточнять доступность запасных частей, возможность обслуживания винта и гайки, а также требования к регламентному ремонту.

В электровинтовом прессе энергия удара формируется за счёт электропривода маховика или прямого привода винта.
Где применяются винтовые прессы
Винтовые прессы применяются для изготовления разных поковок и штампованных заготовок. Они работают со сталями, алюминиевыми, титановыми, медными сплавами, латунью и специальными материалами.
Типовые изделия:
- зубчатые колёса;
- лопатки компрессоров;
- детали ручного инструмента;
- фланцы;
- медицинские и ортопедические имплантаты;
- авиационные заготовки;
- тонкостенные поковки;
- детали из алюминиевых и титановых сплавов;
- элементы машиностроения;
- поковки сложной формы.
Винтовые прессы особенно полезны там, где нужно получить точную форму, но при этом сохранить достаточно высокий темп работы. Они хорошо подходят для деталей, которые сложно стабильно изготавливать на молоте, но для которых гидравлический пресс может быть слишком медленным.

Примеры поковок, изготовленных на винтовых ковочно-штамповочных прессах — от зубчатых колёс до сложных деталей аэрокосмической отрасли.
Почему винтовые прессы подходят для тонкостенных поковок
Одно из важных преимуществ винтовых прессов — отсутствие жёстко фиксированной нижней мёртвой точки, как у механических прессов. Это помогает при изготовлении тонкостенных деталей и поковок, где важно дозировать энергию, а не просто довести ползун до заданного положения.
Для тонкостенных деталей это важно по нескольким причинам:
- снижается риск перегрузки штампа;
- можно точнее подбирать энергию удара;
- уменьшается вероятность повреждения заготовки;
- легче работать с чувствительными материалами;
- лучше контролируется заполнение формы;
- ниже риск избыточного давления в конце хода.
При этом технология должна быть правильно отработана. Если энергия удара подобрана неправильно, тонкостенная поковка может получить недозаполнение, складки, избыточный облой или дефекты геометрии.
Физика работы винтового пресса
Принцип работы винтового пресса основан на накоплении и расходовании энергии. Маховик или приводная система раскручиваются, затем энергия передаётся винту, который перемещает ползун вниз. Когда штамп контактирует с заготовкой, запасённая энергия расходуется на пластическую деформацию металла.
Процесс можно представить как движение по кривой «ход — нагрузка». Площадь под этой кривой отражает энергию, которая была затрачена на деформацию заготовки. После завершения рабочего хода винт начинает вращаться в обратную сторону, возвращая ползун в верхнее положение.
Для производства это означает, что винтовой пресс нужно подбирать не только по усилию. Важно понимать, какой запас энергии требуется для конкретной детали. Если энергии недостаточно, металл не заполнит штамп. Если энергии слишком много, возрастает риск перегрузки оснастки, лишнего облоя, трещин или ускоренного износа.
Моделирование процесса ковки на винтовом прессе
Моделирование помогает увидеть то, что невозможно напрямую наблюдать во время работы пресса. В реальном производстве технолог видит заготовку до и после операции, но не всегда понимает, как именно металл течёт в штампе, где возникают перегрузки и как меняется температура внутри заготовки.
Для винтовых прессов моделирование особенно полезно, потому что процесс связан с ограниченным запасом энергии. Нужно заранее понимать, хватит ли энергии на заполнение формы и не будет ли штамп перегружен в конце хода.
В процессе ковки на винтовом прессе можно выделить три фазы.
Начало удара
В начале удара скорость ползуна максимальна. Заготовка ещё сохраняет высокую температуру, сопротивление деформации относительно ниже, а нагрузка на инструмент только начинает расти.
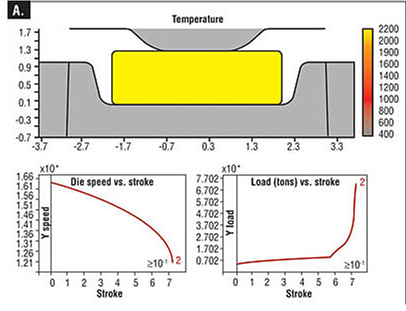
Моделирование начальной стадии удара на винтовом прессе — высокая температура заготовки и минимальная нагрузка при высокой скорости ползуна.
Средняя фаза удара
В средней фазе металл активно деформируется. Скорость ползуна постепенно снижается, температура заготовки начинает падать, нагрузка возрастает, а металл заполняет полость штампа.
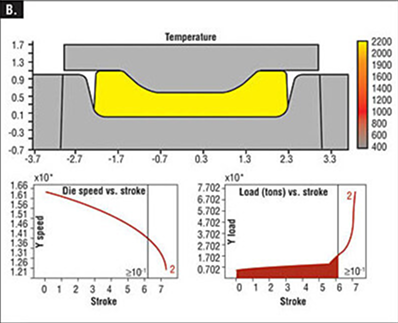
Средняя стадия ковки на винтовом прессе — скорость ползуна снижается, а нагрузка на заготовку увеличивается.
Конец хода
В конце хода скорость ползуна почти равна нулю. Температура заготовки частично снижена, а нагрузка достигает максимальных значений. Именно этот момент часто определяет качество заполнения штампа и уровень нагрузки на оснастку.
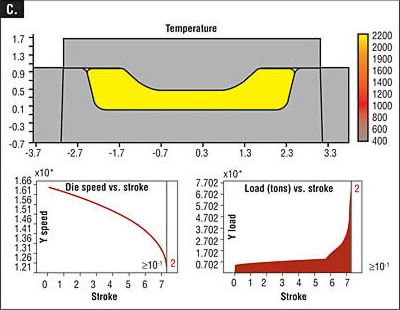
Финальная стадия ковки — ползун останавливается, нагрузка максимальна, температура заготовки ниже исходной.
Таким образом, винтовой пресс — это оборудование с ограниченным запасом энергии, способное выполнять прецизионную ковку.
Основные типы винтовых прессов
Винтовые прессы отличаются по типу привода и способу передачи энергии. В промышленности встречаются несколько конструкций.
| Тип винтового пресса | Особенности | Где применяется |
|---|---|---|
| Фрикционный винтовой пресс | Передача энергии через трение боковых дисков или фрикционный механизм | Простые операции, небольшие и средние производства |
| Пресс с муфтой сцепления | Маховик вращается постоянно, сцепление подключает винт | Более мощные задачи, точная регулировка хода и энергии |
| Электровинтовой пресс | Электродвигатели вращают маховик или винт | Высокоточная ковка, повторяемые операции, экономия энергии |
| Гидравлический винтовой пресс | Приводная система использует гидравлику для передачи энергии | Специальные задачи, где важна управляемость и высокий ресурс |
Каждый тип имеет свои преимущества и ограничения. Поэтому при выборе нужно смотреть не только на усилие, но и на привод, цикл работы, обслуживание, доступность запчастей и требования к квалификации персонала.
Фрикционные винтовые прессы
Фрикционные винтовые прессы — один из наиболее простых вариантов. В такой конструкции боковые колёса через трение передают вращение маховику или приводному узлу, который перемещает винт и ползун.
Преимущества фрикционных прессов:
- относительно простая конструкция;
- понятная эксплуатация;
- возможность работы с разными деталями;
- применение для тонкостенных поковок;
- сравнительно доступная стоимость.
Ограничения:
- требуется регулярное обслуживание фрикционных элементов;
- цикл может быть длиннее, чем у более современных решений;
- ниже энергоэффективность;
- меньше подходит для крупных серий;
- качество зависит от состояния фрикционного привода.
Фрикционный винтовой пресс может быть рациональным решением для производств, где важна гибкость, но нет требований к максимальной автоматизации и высокой скорости крупносерийного выпуска.
Винтовые прессы с муфтой сцепления
В прессах с муфтой сцепления маховик вращается постоянно, а сцепление подключает или отключает вращение винта. Это позволяет точнее управлять ходом и энергией деформации.
Такие прессы сложнее и дороже фрикционных, но дают больше возможностей для промышленного производства. Они могут развивать большую энергию, обеспечивать более стабильный процесс и лучше подходить для ответственных задач.
Преимущества:
- точная регулировка силы и длины хода;
- высокая энергия удара;
- лучшая повторяемость по сравнению с простыми фрикционными машинами;
- возможность работы с более сложными деталями;
- применимость для серьёзных производственных задач.
Ограничения:
- более высокая стоимость;
- сложнее обслуживание;
- выше требования к персоналу;
- важна исправность сцепления и системы управления.
Такой вариант имеет смысл рассматривать, если предприятие выпускает более сложные или ответственные поковки и хочет получить управляемость выше, чем у простого фрикционного пресса.
Винтовые прессы с электроприводом
Электровинтовые прессы могут иметь привод маховика от электродвигателей или прямой привод винта. В первом варианте электродвигатели вращают маховик, который накапливает энергию для удара. Во втором варианте двигатель напрямую вращает винт без промежуточного фрикционного механизма.
Преимущества электровинтовых прессов:
- высокая повторяемость;
- точная настройка режима;
- лучшая энергоэффективность;
- меньше износ отдельных механических элементов;
- удобство для высокоточной ковки;
- возможность более современной системы управления;
- хорошая применимость для серийных операций.
Такие прессы особенно интересны для предприятий, где важны стабильность качества, экономия энергии и возможность точнее управлять процессом. Они подходят для деталей из алюминиевых, титановых и специальных сплавов, где нельзя допускать случайной перегрузки и нестабильного режима.
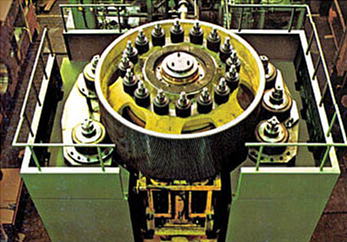
В электровинтовом прессе маховик приводится во вращение электродвигателями, которые формируют энергию рабочего хода.
В конструкции с прямым электроприводом двигатель напрямую вращает винт без промежуточного маховика или фрикционного механизма. Такая схема может быть компактнее и точнее, но требует современной системы управления и качественного обслуживания.
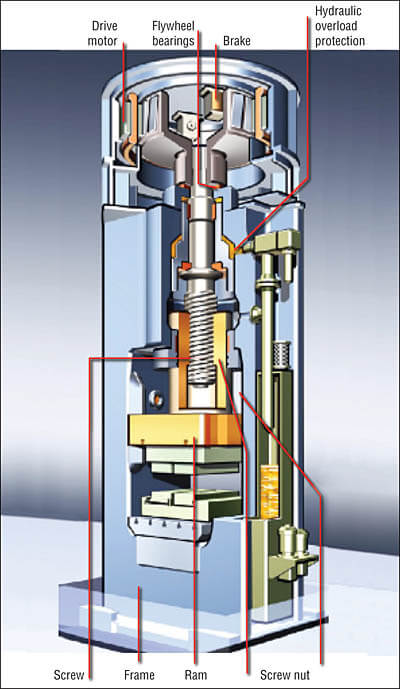
Схема прямого винтового пресса с электроприводом показывает электродвигатель, винт, гайку, подшипники и систему защиты от перегрузки.
Почему винтовой пресс сравнивают с молотом и прессом одновременно
Винтовой пресс часто сравнивают с молотом, потому что он тоже работает за счёт накопленной энергии. Но по характеру движения он ближе к прессу: усилие передаётся через ползун и штамповую оснастку, а не через свободный удар падающей массы.
По сравнению с ковочным молотом винтовой пресс обычно обеспечивает:
- более управляемое приложение энергии;
- меньшую зависимость результата от оператора;
- лучшую повторяемость;
- меньший риск случайного избыточного удара;
- более точное формование поковки;
- более спокойную работу штампа при правильной настройке.
По сравнению с гидравлическим прессом винтовой пресс обычно работает быстрее и имеет меньшее время контакта горячей заготовки со штампом. Это может быть полезно, когда нужно снизить теплопередачу в оснастку и повысить производительность.
По сравнению с механическим кривошипным прессом винтовой пресс не имеет фиксированной нижней мёртвой точки в привычном смысле, что делает его удобным для тонкостенных поковок и операций, где требуется дозированная энергия, а не строго заданное положение ползуна.
Преимущества винтовых прессов
Винтовые прессы имеют несколько важных преимуществ для ковки и горячей штамповки.
Основные плюсы:
- высокая точность формования;
- возможность получать тонкостенные поковки;
- дозированная передача энергии;
- меньшее время контакта горячей заготовки со штампом по сравнению с гидравлическим прессом;
- возможность нескольких ударов по одной заготовке;
- хорошая повторяемость при правильной настройке;
- быстрый рабочий цикл;
- широкая применимость для разных металлов и сплавов.
Короткое время контакта с горячей заготовкой снижает тепловую нагрузку на штамповую оснастку. Это может положительно влиять на ресурс штампов, особенно при правильно подобранной смазке и температурном режиме.
Возможность нескольких ударов по одной заготовке полезна при сложной геометрии. Первый удар может предварительно распределить металл, а следующий — завершить формование.
Ограничения винтовых прессов
Несмотря на преимущества, винтовые прессы подходят не для всех задач.
Основные ограничения:
- сложнее работать с очень высокими энергиями;
- нецентральные нагрузки могут быть опасны для оборудования и оснастки;
- скорость ниже, чем у эксцентриковых или кривошипных прессов;
- шум и вибрации выше, чем у гидравлических прессов;
- автоматизация может быть сложнее, чем у механических прессовых линий;
- требуется квалифицированное обслуживание винта, гайки, привода и тормозной системы.
Особенно важно избегать нецентральной нагрузки. Если заготовка расположена неправильно или штамп создаёт перекос, винтовой механизм и направляющие получают дополнительные нагрузки. Это снижает ресурс оборудования и может привести к аварийному износу.
Винтовой пресс, гидравлический пресс, молот или механический пресс
При выборе оборудования часто возникает вопрос: когда нужен именно винтовой пресс, а когда лучше рассмотреть другой тип машины.
| Оборудование | Когда выбирать |
| Винтовой пресс | Точная горячая штамповка, тонкостенные поковки, алюминиевые и титановые сплавы, средние серии |
| Гидравлический пресс | Крупные поковки, сложные материалы, контроль усилия и скорости по всему ходу |
| Механический пресс | Крупносерийное производство с высокой скоростью и стабильной номенклатурой |
| Ковочный молот | Гибкое производство, свободная ковка, малые серии, работа с разной номенклатурой |
Винтовой пресс особенно интересен как компромисс между скоростью, точностью и управляемостью. Он быстрее гидравлического пресса, точнее традиционного молота и гибче механического пресса в части дозировки энергии.
Когда предприятию стоит рассмотреть винтовой пресс
Винтовой пресс стоит рассматривать, если производство сталкивается с задачами точной горячей штамповки и хочет получить стабильную форму поковок без чрезмерной нагрузки на штамп.
Такой тип оборудования может быть актуален, если:
- требуется выпуск тонкостенных поковок;
- важно дозировать энергию удара;
- предприятие работает с алюминием, титаном, латунью или специальными сплавами;
- нужен быстрый цикл по сравнению с гидравлическим прессом;
- требуется лучшая повторяемость, чем на молоте;
- производится средняя серия деталей;
- важно снизить риск перегрузки штампа;
- нужно получать точную геометрию поковки;
- предприятие планирует модернизацию участка горячей штамповки.
Если же требуется очень высокая производительность массовой штамповки, лучше рассмотреть механический пресс. Если нужна глубокая управляемая деформация крупной заготовки — гидравлический пресс. Если производство единичное и гибкое — ковочный молот может быть рациональнее.
Что учитывать при выборе винтового пресса
Перед выбором винтового пресса нужно подготовить техническое задание. Нельзя выбирать оборудование только по номинальному усилию.
Важно определить:
- какие детали будут изготавливаться;
- материал заготовки;
- массу и габариты заготовки;
- требуемую энергию удара;
- усилие пресса;
- размеры стола и штампового пространства;
- ход ползуна;
- тип привода;
- требуемую производительность;
- степень автоматизации;
- требования к фундаменту;
- необходимость манипулятора;
- состав штамповой оснастки;
- требования к пусконаладке;
- комплект запасных частей.
Особенно важно оценить энергию, необходимую для деформации конкретной заготовки. Два пресса с похожим номинальным усилием могут по-разному работать с одной и той же деталью, если отличаются по энергии, скорости, ходу и приводу.
Типовые ошибки при подборе винтового пресса
Ошибки при выборе винтового пресса часто становятся заметны уже после запуска производства.
Частые ошибки:
- выбирать пресс только по усилию;
- не рассчитывать энергию удара;
- не учитывать нецентральные нагрузки;
- не проверять размеры штампового пространства;
- игнорировать материал заготовки;
- не оценивать скорость цикла;
- выбирать фрикционный пресс для задачи, где нужна высокая повторяемость;
- не учитывать обслуживание винта и гайки;
- не закладывать запасные части;
- не планировать пусконаладку и обучение персонала;
- не учитывать фундамент и вибрации.
Для тяжёлого оборудования особенно важно заранее оценить весь производственный процесс: нагрев, подачу заготовки, смазку, штамп, пресс, извлечение поковки и контроль качества.
Поставка винтового пресса под ключ
Поставка винтового пресса — это не только доставка машины. Чтобы оборудование стабильно работало, нужно заранее подготовить площадку, фундамент, оснастку, подключение, персонал и технологические режимы.
Комплексный проект может включать:
- анализ производственной задачи;
- подбор типа винтового пресса;
- согласование технических параметров с производителем;
- подготовку требований к фундаменту;
- подбор вспомогательного оборудования;
- подбор манипулятора при необходимости;
- организацию поставки;
- шеф-монтаж;
- пусконаладочные работы;
- отработку режимов;
- обучение операторов и ремонтного персонала;
- поставку запасных частей;
- дальнейшее сервисное сопровождение.
Во время пусконаладки важно не просто запустить пресс, а проверить его на реальных деталях или близких технологических режимах. Это помогает подобрать энергию удара, число ходов, смазку, температуру и режим работы штампа.
Как ДЕЛО-ПРО может помочь
ДЕЛО-ПРО помогает промышленным предприятиям подбирать винтовые прессы и другое кузнечно-прессовое оборудование под конкретные производственные задачи. При выборе важно учитывать не только цену и усилие, но и тип привода, энергию удара, оснастку, материал заготовки, серийность, фундамент, пусконаладку и сервис.
В зависимости от проекта ДЕЛО-ПРО может помочь с подбором:
- винтовых прессов;
- штамповочных прессов;
- гидравлических ковочных прессов;
- ковочных и штамповочных молотов;
- оборудования для свободной ковки;
- ковочных манипуляторов;
- производственных линий;
- вспомогательного кузнечного оборудования;
- решений для модернизации существующего участка.
При комплексной поставке могут учитываться требования к фундаменту, согласование технических параметров с производителем, организация доставки, шеф-монтаж, пусконаладочные работы, обучение персонала, комплект запасных частей и дальнейшее сопровождение.
Если предприятие выбирает между винтовым, гидравлическим, механическим прессом или молотом, лучше начать с технического запроса. Нужно описать деталь, материал, массу заготовки, требуемую производительность, точность и условия цеха. Это позволит подобрать оборудование под реальную задачу, а не по общему названию.
FAQ
Что такое винтовой пресс?
Винтовой пресс — это кузнечно-прессовое оборудование, в котором вращательное движение винта преобразуется в поступательное движение ползуна. Энергия накапливается в приводной системе и расходуется на деформацию заготовки.
Чем винтовой пресс отличается от ковочного молота?
Молот деформирует заготовку свободным ударом, а винтовой пресс передаёт энергию через винтовой механизм и ползун. Поэтому винтовой пресс обычно обеспечивает более точное и управляемое формование.
Чем винтовой пресс отличается от гидравлического?
Гидравлический пресс прикладывает усилие управляемо по всему ходу и хорошо подходит для крупных и сложных поковок. Винтовой пресс работает быстрее и передаёт заранее накопленную энергию за короткий рабочий ход.
Для каких деталей подходят винтовые прессы?
Они применяются для зубчатых колёс, инструментов, фланцев, авиационных деталей, медицинских имплантатов, тонкостенных поковок и изделий из алюминиевых, титановых, медных и специальных сплавов.
Почему винтовые прессы подходят для тонкостенных поковок?
У винтового пресса нет жёстко фиксированной нижней мёртвой точки, как у механического пресса. Это позволяет дозировать энергию и снижать риск перегрузки тонкостенной заготовки или штампа.
Какие бывают типы винтовых прессов?
Основные варианты — фрикционные винтовые прессы, прессы с муфтой сцепления, электровинтовые прессы и гидравлические винтовые прессы. Они отличаются приводом, точностью, стоимостью и требованиями к обслуживанию.
Какие недостатки есть у винтовых прессов?
К ограничениям относятся сложности при высоких энергиях и нецентральных нагрузках, шум и вибрации, более сложная автоматизация по сравнению с механическими линиями и необходимость квалифицированного обслуживания винта, гайки и привода.
Может ли ДЕЛО-ПРО помочь подобрать винтовой пресс?
Да. ДЕЛО-ПРО помогает подобрать винтовой пресс или другое кузнечно-прессовое оборудование под задачу производства, согласовать параметры с производителем, организовать поставку, пусконаладку, обучение персонала и дальнейшее сопровождение.
Заключение
Винтовые прессы занимают важное место в кузнечно-прессовом производстве. Они сочетают высокую скорость, точную дозировку энергии и возможность получать качественные поковки сложной формы. Такое оборудование особенно полезно для точной горячей штамповки, тонкостенных деталей, алюминиевых, титановых, медных и специальных сплавов.
При выборе винтового пресса важно учитывать не только номинальное усилие, но и энергию удара, тип привода, размеры рабочего пространства, материал заготовки, серийность, оснастку, фундамент и требования к обслуживанию. Ошибка в подборе может привести к недозаполнению, перегрузке штампа, повышенному износу или недостаточной производительности.
ДЕЛО-ПРО помогает промышленным предприятиям подобрать винтовые прессы и другое кузнечно-прессовое оборудование под конкретную производственную задачу: от предварительного технического обсуждения до поставки, пусконаладки, обучения персонала и сервисного сопровождения.