Винтовые прессы и их применение в ковке
Введение
В этой статье рассматривается применение винтовых прессов для ковки. Вначале обсуждается обзор винтовых прессов и типичных применений, а затем физика их работы. Моделирование используется для иллюстрации различных аспектов, которые невозможно непосредственно наблюдать во время производства. Также описаны другие особенности и характеристики, важные для правильного использования винтовых прессов.
Винтовой пресс, как и ковочный молот, является машиной с ограниченным запасом энергии. Он берёт энергию вращения от маховика и переводит её в линейное движение ползуна. Как только энергия потрачена на деформацию заготовки, движение ползуна прекращается. Винтовые прессы более широко используются в Европе, чем в США, хотя за последние несколько лет на североамериканском рынке они стали более популярными.
Конструкция винтового пресса
Существует два основных типа приводных двигателей — электрические или гидравлические, которые можно использовать для передачи энергии маховику. Однако сам способ преобразования движения от двигателя в вертикальное движение ползуна подразделяется на четыре типа конструкций винтовых прессов: фрикционные приводы, прямые электрические приводы, косвенные электрические приводы и гидравлические приводы.
Схема фрикционного винтового пресса показывает конструкцию пресса в разрезе:
-
Винт соединён с ползуном через гайку и вращается маховиком.
-
Видны контргруз для компенсации веса ползуна, тормозная система и система регулировки боковых дисков.
-
Рама выполнена усиленной, чтобы выдерживать высокие нагрузки во время ковки.
-
Привод может быть реализован через скользящий маховик, который передаёт крутящий момент винту.

Схема фрикционного винтового пресса с указанием ключевых узлов конструкции — маховика, винта, контргруза и механизма привода.
Приводной винт
Винтовые прессы бывают разных размеров — от относительно небольших, с усилием порядка 160 тонн, до гигантских машин на 38 600 тонн с муфтой сцепления. Малые прессы могут работать с частотой до 50 ударов в минуту, тогда как большие машины развивают скорость 7–12 ударов в минуту.
Фотография приводного винта крупного пресса иллюстрирует, насколько массивным может быть этот элемент:
-
винт значительно выше человеческого роста, с крупной спиральной резьбой;
-
масса таких винтов может достигать десятков тонн;
-
изготовление и установка винта требуют высокой точности и сложного оборудования.

Приводной винт для большого винтового пресса — пример массивного элемента оборудования в ковочном производстве.
Типичные изделия, производимые на винтовых прессах
Винтовые ковочно-штамповочные прессы используются для обработки различных металлов и сплавов: стали, титана, алюминия, латуни и многих других экзотических материалов, включая те, что применяются в аэрокосмической и медицинской промышленности.
На фотографии типичных поковок можно увидеть примеры изделий:
-
лопатки компрессоров, зубчатые колёса, ортопедические имплантаты, ручной инструмент;
-
детали различной сложности и размеров;
-
тонкостенные изделия, для которых особенно важна точность ковки.
Винтовые прессы особенно подходят для тонкостенных деталей, поскольку у них нет фиксированной нижней мёртвой точки, как в случае механических прессов.

Примеры поковок, изготовленных на винтовых ковочно-штамповочных прессах — от зубчатых колёс до сложных деталей аэрокосмической отрасли.
Физика работы винтового пресса
Принцип работы винтового пресса заключается в том, что вращение маховика аккумулирует энергию, которая затем передаётся винту. Вращение винта преобразуется в линейное движение ползуна. Ползун опускается до тех пор, пока запасённая в маховике энергия не будет полностью израсходована на деформацию заготовки.
Энергия удара может быть оценена по площади под кривой хода нагрузки. После завершения хода винт начинает вращаться в обратную сторону, возвращая ползун в исходное верхнее положение.
Моделирование процесса ковки
Для изучения процессов ковки используется численное моделирование. Оно помогает увидеть параметры, которые невозможно измерить напрямую во время работы пресса — например, распределение температур в заготовке и нагрузку на инструмент в разные фазы хода.
В моделировании винтового пресса можно выделить три фазы процесса:
-
Начало удара:
-
скорость ползуна максимальна;
-
температура заготовки остаётся высокой;
-
нагрузка относительно мала.
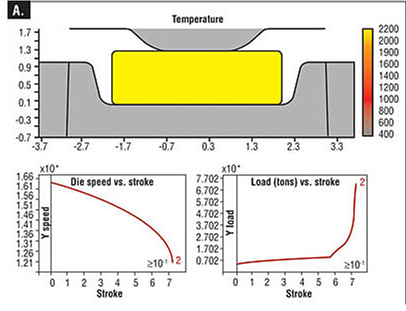
- Моделирование начальной стадии удара на винтовом прессе — высокая температура заготовки и минимальная нагрузка при высокой скорости ползуна.
-
-
Средняя фаза удара:
-
ползун начинает замедляться;
-
металл деформируется интенсивнее;
-
температура заготовки начинает падать;
-
нагрузка возрастает.
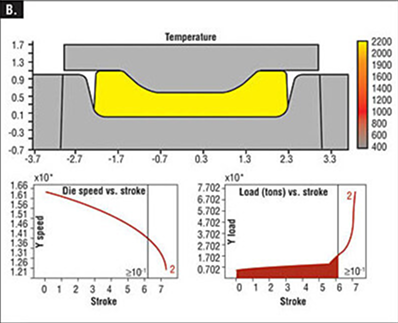
- Средняя стадия ковки на винтовом прессе — скорость ползуна снижается, а нагрузка на заготовку увеличивается.
-
-
Конец хода:
-
скорость ползуна почти нулевая;
-
температура заготовки частично снижена;
-
нагрузка достигает максимальных значений.
-
площадь под кривой «ход-нагрузка» отражает полную энергию, затраченную на деформацию заготовки.
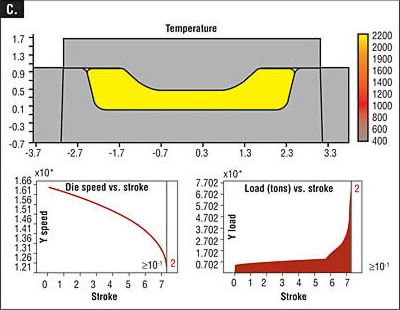
- Финальная стадия ковки — ползун останавливается, нагрузка максимальна, температура заготовки ниже исходной.
-



Таким образом, винтовой пресс — это оборудование с ограниченным запасом энергии, способное выполнять прецизионную ковку.
Виды винтовых прессов по типу привода
Фрикционные винтовые ковочные прессы
Это простейший вариант винтового пресса. Они:
-
подходят для тонкостенных деталей;
-
требуют регулярной замены фрикционных ремней;
-
имеют длинный цикл работы;
-
мало подходят для больших серийных производств.
Привод основан на постоянном вращении боковых колёс, которые через трение передают вращение маховику.
Винтовые прессы с муфтой сцепления
В таких прессах:
-
маховик постоянно вращается в одном направлении;
-
сцепление включает или отключает вращение винта;
-
можно точно регулировать силу и длину хода;
-
машины способны развивать полную энергию примерно после 30 % хода.
Эти прессы гораздо дороже фрикционных и требуют более высокой квалификации обслуживающего персонала.
Винтовые прессы с электроприводом
Существуют два типа таких прессов:
-
Прессы с электроприводом маховика
На фото видно массивный маховик, окружённый приводными электродвигателями. Они напрямую вращают маховик, который через винт перемещает ползун. При смене направления вращения маховик тормозится и винт возвращает ползун вверх.
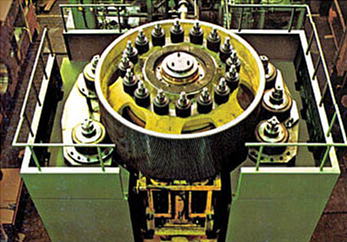
- Массивный маховик винтового пресса с системой электроприводов, обеспечивающих вращение и энергию удара.
-
Прямой электропривод винта
В конструкции с прямым приводом электродвигатель напрямую вращает винт без промежуточного маховика. На схеме разреза винтового пресса видны:-
электродвигатель в верхней части пресса;
-
подшипники маховика;
-
винт и гайка винта;
-
гидравлическая защита от перегрузок.
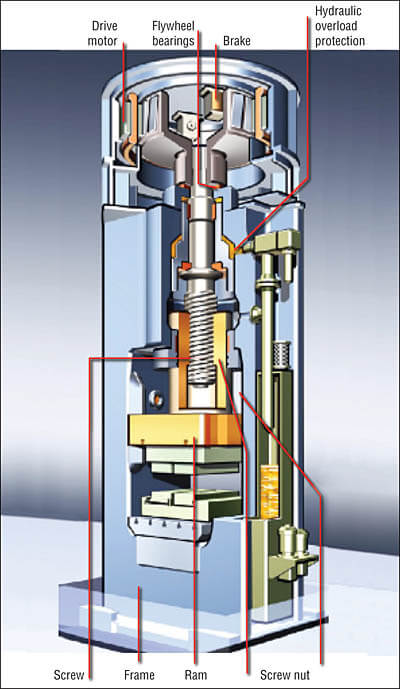
- Схема прямого винтового пресса с электроприводом — компактная конструкция для высокоточной ковки.
-


Такие прессы подходят для высокоточной ковки, позволяют экономить энергию и обеспечивают хорошую повторяемость удара.
Резюме
Винтовые прессы — это универсальное кузнечно-прессовое оборудование. Они:
-
обеспечивают высокую точность формовки;
-
особенно эффективны для тонкостенных поковок;
-
работают быстрее, чем гидравлические прессы;
-
бывают самых разных размеров и типов приводов.
Преимущества винтовых прессов
-
Высокоточное формование;
-
Нет необходимости установки высоты инструмента;
-
Возможность тонкостенных поковок;
-
Меньшее время контакта с горячей заготовкой;
-
Возможность нескольких ударов по одной заготовке;
-
Быстрое и эффективное преобразование энергии.
Недостатки винтовых прессов
-
Трудности при работе с высокими энергиями или нецентральными нагрузками;
-
Медленнее эксцентриковых или коленчатых прессов;
-
Более шумная работа;
-
Более сильная вибрация;
-
Менее пригодны для автоматизации.